METALURGIA DE LA SOLDADURA
METALURGIA DE LA SOLDADURA
La soldadura es uno
de los métodos mas usados actualmente para la unión de materiales metálicos, a
la vez es el más complejo desde el punto de vista metalúrgico. Prácticamente
todos los tipos de fenómenos metalúrgicos ocurren durante la realización de una
soldadura:
• Fusión.
• Solidificación.
• Reacciones
gas-metal.
• Reacciones
metal-escoria.
• Fenómenos de superficie.
• Reacciones en estado sólido.
Estas reacciones ocurren en forma muy rápida,
en contraste con lo que sucede en otras áreas tales como fabricación de aceros,
fundición y tratamiento térmico. La estructura de un cordón de soldadura, tal
como será utilizado en servicio, es el resultado de una serie de
transformaciones, que comienzan con las reacciones que ocurren cuando el metal
está en estado líquido, y siguen con las transformaciones asociadas al pasaje
de líquido a sólido.
Definición
del proceso de soldadura:
la soldadura es el
proceso de unir dos o mas objetos utilizando altos niveles de calor. Un
material de relleno, llamado soldadura, es añadido para formar una sustancia liquida
fundida en el área que se encuentran los
objetos que se desea unir. Esta área es llamada junta, o junta soldada. Cuando
se quita el calor, el metal se enfria rápidamente para formar una union
soldada. La soldaura se utiliza en construcción, manufactura y otras
aplicaciones industriales, para unir materiales como hierro o acero.
Tipos
de juntas
Junta a
tope
La junta a tope es el tipo más
simple de junta soldada. Se utiliza para unir dos objetos que reposan sobre el
mismo plano. La junta entre los dos objetos puede consistir en dos bordes
cuadrados, en forma de "V" o de "U". El perfil depende de
los materiales que serán soldados, y también puede depender de la aplicación
que se le desea dar a esos materiales. Todas las juntas a tope pueden consistir
en una soldadura simple o doble, siendo las soldaduras simples las que tienen
una mejor relación costo-beneficio.
Soldadura
de esquinas
La
soldadura de esquinas se usa para unir dos objetos en un ángulo de 90 grados.
Los objetos se colocan de manera tal de que sólo se toquen sobre un borde. Ésto
deja un surco en forma de "V" que debe ser rellenado con material de
soldadura. Utilizar esta soldadura en "V" permite una unión mucho más
fuerte, y también permite al soldador unir los objetos en un solo paso. Si los
objetos fueron acomodados de una manera distinta, la unión puede requerir de
dos soldaduras separadas (en la parte superior e inferior) y podría no resultar
tan fuerte.
Juntas de
borde
Una junta
de borde es similar a una junta a tope, pero se usa sobre los bordes de dos
objetos de distribución vertical. Por ejemplo, esta junta se utiliza comúnmente
para crear una chapa doble de acero. Las chapas se apilan una sobre la otra, y
al menos un borde se suelda mediante este método. Para añadir fuerza a la
unión, deben soldarse dos o más bordes.
Juntas
solapadas
Las
juntas solapadas se usan para superponer dos objetos que no reposan directamente
uno sobre el otro. Como sólo una pequeña porción de los objetos se superpone,
una junta de bordes no es suficiente. En su lugar, se sueldan las juntas donde
el borde de uno de los objetos toca al otro. Por ejemplo, imagínate una
escalera, con los peldaños representando una serie de objetos metálicos. Una
junta solapada se colocaría en la intersección de cada objeto vertical con el
escalón horizontal.
Soldadura
en "T"
Las
soldaduras en "T" se utilizan para unir dos objetos en el ángulo
adecuado para formar una forma de "T". Un ejemplo simple sería una
viga de metal suspendida de un cielorraso. La soldadura puede realizarse en uno
de los dos lados de la viga, donde ésta se une con la cubierta del techo. Si el
objeto metálico estuviera colocado por encima del techo en un formación de tipo
cruz, el resultado de la soldadura sería lo que se conoce como una junta en
forma de cruz.
Zona afectada por el calor
También llamada HAZ es el volumen de material en o
cerca de la soldadura, cuyas propiedades han sido alteradas debido al calor de
la soldadura. Debido a que el proceso de soldado por resistencia se basa en
calentar dos piezas, es inevitable que haya una HAZ . El material que se encuentra dentro
de la HAZ sufre un cambio que puede o no
resultar beneficioso para la unión soldada. En general, el objetivo de un buen
soldado por resistencia es minimizar la HAZ.
Línea
de Fusión
Es la interfaz entre
la región fundida y la región en estado sólido, normalmente es la zona más
propicia a inicio de fisuras, ya que existen áreas con fusión parcial.
PRECALENTAMIENTO
Pre-calentamiento Esta
operación consiste en el calentamiento de la junta previo a la soldadura. Su
principal efecto es reducir la velocidad de enfriamiento de la unión soldada
Tiene como Ventajas:
• Evitar el templado.
• Aumentar la difusión de hidrógeno en la
junta.
Desventaja:
Aumenta la extensión de la ZAC. Veamos algunos
ejemplos de tipos de juntas y como el calor se transmite a través de las
mismas.

En la figura (A) vemos una junta sin bisel en
la cual el calor se distribuye igual a ambos lados de la misma. En la figura
(B) estamos soldado una raíz sin talón (filo de cuchillo) contra el fondo de la
misma, por tanto utilizaremos menos energía y produciremos menos calor que en
el caso (A). Al tener talón, caso (C), necesito más energía para fundir el
mismo produciendo una transferencia de calor mayor. En los casos (D) y (E)
observamos juntas con espesores distintos a cada lado de la misma. Esto hará
que una mayor cantidad de calor fluya por la chapa más gruesa (en la práctica a
la hora de realizar estas soldaduras se deberá tener en cuanta: precalentar de
forma de compensar espesores con distinto calor aplicado a cada lado de la
junta y considerar los espesores al momento de retener el punto caliente sobre
cada una de las caras a fundir). (Ver Anexo 1 como método estimativo de
precalentamiento.)
POSTCALENTAMIENTO
Esta operación consiste en
mantener la junta soldada a una temperatura mayor que la ambiente, durante un
cierto tiempo, para aumentar la difusión de hidrógeno. Buscamos enlentecer el
enfriamiento de la unión. Vemos uno de los problemas más importantes en lo que
hace a soldadura, fruto de la presencia de hidrógeno. Fisuración por hidrógeno
La fisuración en frío, más correctamente denominada fisuración asistida por
hidrógeno, se manifiesta por la aparición de fisuras inmediatamente, o
transcurridos minutos y en algunos casos hasta horas después de completada la
soldadura. Estas fisuras pueden presentarse en el cordón de soldadura o en la
zona afectada por el calor del material base. Requiere para su aparición de la
concurrencia de los siguientes factores: 1) Hidrógeno difusible en el metal de
soldadura o en la zona afectada térmicamente del material base. 2) Una
microestructura susceptible, típicamente martensita de dureza superior a los
350 Hv. (Las microestructuras de baja tenacidad como martensita y bainita, son
especialmente frágiles cuando están saturadas de hidrógeno).
Soldabilidad
Es la mayor o menor
facilidad con que un metal permite que se obtengan soldaduras sanas y
homogéneas, que respondan a las necesidad para las que fueron concebidas
incluyendo códigos de fabricación.
Desde el punto de vista metalúrgico durante la soldadura en estado líquido en una región muy pequeña el material a ser soldado alcanza el estado líquido y luego solidifica. El aporte térmico suministrado se utiliza para fundir el metal de aporte (si existe), fundir parcialmente el metal base y el resto se transfiere a través del metal de soldadura modificando la micro estructura (y propiedades mecánicas) inicialmente presentes.
Desde el punto de vista metalúrgico durante la soldadura en estado líquido en una región muy pequeña el material a ser soldado alcanza el estado líquido y luego solidifica. El aporte térmico suministrado se utiliza para fundir el metal de aporte (si existe), fundir parcialmente el metal base y el resto se transfiere a través del metal de soldadura modificando la micro estructura (y propiedades mecánicas) inicialmente presentes.
Proceso
de soldadura
Para evitar lesiones y/o
fallas en la maquinaria e implementos de apoyo, causados durante la realización
de la práctica, es necesario que los estudiantes al momento de realizarla
tengan en cuenta:

EQUIPO DE PROTECCIÓN PERSONAL
• Pantalla de protección.
• Caretas y protección ocular.
• Guantes de cuero de manga
larga.
• Mandil de cuero.
• Gafas de seguridad.
RECOMENDACIONES
DE CONEXIÓN
• Si los terminales o enchufes están en mal
estado, comunicarlo inmediatamente a su superior.
• Conectar el primario de la máquina a una red
con enchufe fijo, en buen estado: fases, neutro y tierra (especial cuidado
puesto que los errores en esta toma de tierra pueden ser graves).
• Revisar los aislamientos de los cables
eléctricos al comenzar cada tarea desechando todos aquellos que no están en perfecto
estado.
• Se evitara que los cables descansen sobre
objetos calientes, charcos, bordes afilados o cualquier otro lugar que pudiera
dañarlos.
• Se evitara que pasen vehículos por encima o
que sean golpeados o que las chispas de soldadura caigan sobre los cables.
• Cuando los cables de soldar opongan
resistencia al manejarlos, no se tirara de ellos.
• El cable de masa se
conectara sobre la pieza a soldar, lo mas cerca que sea posible al sitio de la
soldadura. • Antes de realizar cualquier modificación en la máquina de soldar
se cortará la corriente, incluso durante su traslado en distancias cortas. • No
dejar conectada la máquina de soldar en los momentos de suspender, aún
momentáneamente las tareas.
RECOMENDACIONES
EN EL USO DE IMPLEMENTOS DE PROTECCIÓN PERSONAL
• Se comprobará que las
caretas no estén deterioradas puesto que si así fuera no cumplirían su función.
• Que el cristal de las caretas sea el
adecuado para la tarea que se va a realizar, teniendo en cuenta la intensidad
del color.
• Para picar la escoria o cepillar la
soldadura se protegerán los ojos, con gafas de seguridad.
• Los ayudantes y aquellos
que se encuentren a corta distancia de las soldaduras, también deberán usar
gafas con cristales oscuros especiales ó las pantallas de protección.
• Cuando sea posible se utilizaran mamparas
alrededor del puesto de soldadura
• Para colocar los electrodos se utilizaran
siempre guantes, y se desconectará la máquina.
• La pinza deberá ser lo suficientemente
aislada y cuando este bajo tensión deberá tomarse con guantes.
• Las pinzas no se depositan nunca sobre el
trabajo ó materiales conductores, deberán dejarse sobre materiales aislantes.
ESPACIOS
CERRADOS
• Esta prohibido que un operario trabaje solo
en un recinto cerrado; se debe dejar afuera la máquina al cuidado de un
ayudante, así mismo se dispondrá de extintores y arnés de seguridad.
• Esta prohibido trabajar en recintos que
hayan contenido fluidos inflamables, si estos no se airean con antelación. Se
medirán los ambientes explosivos con un explosímetro.
• Cuando se trabaje en un
tanque, este deberá tener buena ventilación y se deberá usar un tapete de
caucho, en el sitio del operario.
• En caso que se utilicen
electrodos de tipo básico, es necesario la instalación de aspiradores de humos,
y si no fuera posible se utilizarán equipos de protección respiratoria.
SOLDADURA SWAW
El
proceso de soldadura por arco es uno de los más usados y abarca
diversas técnicas. Una de esas técnicas es la soldadura por arco con electrodo
metálico revestido (SMAW, por sus siglas en inglés),
también conocida como soldadura por arco con electrodo
recubierto, soldadura de varilla o soldadura manual de arco metálico.
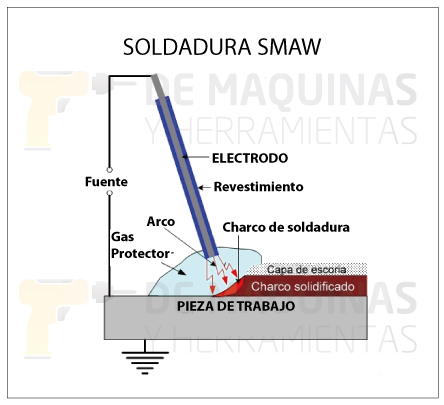
Se
trata de una técnica en la cual el calor de soldadura es generado por un arco eléctricoentre la pieza de trabajo (metal base) y un electrodo metálico consumible (metal
de aporte) recubierto con materiales químicos en una composición
adecuada (fundente).
Podemos visualizar el proceso en la siguiente figura:

{kind=link}
Soldadura Smaw
Todos
los elementos que participan en la soldadura SMAW cumplen una función importante. Veamos
por qué:
El arco: el comienzo de todo proceso de
soldadura por arco es precisamente la formación del arco. Una vez que este se establece, el
metal de aporte y el fundente que lo recubre empiezan a consumirse. La fuerza
del arco proporciona la acción de excavar el metal base para lograr la
penetración deseada. Este proceso continúa a medida que la soldadura se
ensancha y el electrodo avanza a lo largo de la pieza de trabajo.
El metal de aporte: al derretirse, forma gotas que se depositan sobre la
pieza de trabajo dando lugar al charco de soldadura, que llena el espacio de soldadura y
une las piezas en lo que se denomina una junta de soldadura.
El fundente: se derrite junto con el metal de
aporte formando un gas y una capa de escoria, que protegen el arco y el charco de
soldadura. El fundente limpia la superficie metálica, suministra algunos
elementos de aleación a la soldadura, protege el metal fundido contra la
oxidación y estabiliza el arco. La escoria se retira después de la
solidificación.
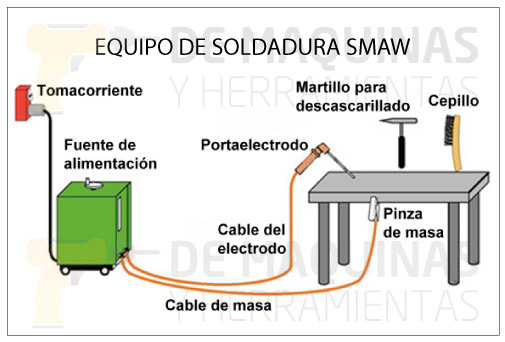
Equipo de soldadura SMAW
Conocido
por su simplicidad y facilidad de uso, el equipo para efectuar soldaduras SMAW
es el que se muestra en la figura de abajo.

{kind=link}
Equipo Completo
Este
equipo consta de:
Fuente de alimentación: dependiendo del tipo de
electrodo y del tipo y la posición de la pieza de trabajo, la fuente puede ser
de corriente continua o corriente alterna. Si es de corriente continua, y
nuevamente en función del tipo de electrodo y la naturaleza de la soldadura que
se desea obtener, la conexión del electrodo a la fuente se puede efectuar de
dos maneras:
- Conexión
al terminal negativo: en este caso se habla de un electrodo negativo opolaridad directa (DCEN, por sus siglas en inglés).
Se utiliza cuando se desean lograr altas tasas de deposición y una
baja penetración.
- Conexión
al terminal positivo: en este caso de habla de un electrodo positivo opolaridad inversa (DCEP, por sus siglas en inglés).
Se utiliza cuando se desea lograr una penetración profunda.
Portaelectrodo: se conecta al cable de soldadura y conduce la corriente de soldadura hasta el electrodo. El mango aislado
se utiliza para guiar el electrodo sobre la junta de soldadura y alimentar
electrodo en el charco a medida que se consume. Los portaelectrodos están
disponibles en diversos tamaños y se clasifican según su capacidad para
transportar la corriente.
Cable del electrodo y cable de masa: ambos son una parte importante del
circuito de soldadura. Deben ser sumamente flexibles y tener un aislamiento
resistente al calor. Las conexiones al portaelectrodo, la pinza de masa y los terminales de la fuente de
alimentación deben estar soldadas o perfectamente efectuadas para garantizar
una baja resistencia eléctrica. El área de la sección transversal de estos
cables debe ser de tamaño suficiente para transportar la corriente de soldadura
con un mínimo de caída de voltaje. Cuanto mayor sea la longitud del cable,
mayor debe ser su diámetro, a fin de reducir la resistencia y la caída de
voltaje.
Pinza de masa: se utiliza para conectar el cable de
masa a la pieza de trabajo. Se puede conectar directamente a la pieza, a la
mesa o al portapieza. Como parte del circuito de soldadura, la pinza de masa
debe ser capaz de transportar la corriente de soldadura sin riesgo de
sobrecalentamiento debido a la resistencia eléctrica.
Pasos para efectuar una
soldadura SMAW
Una
vez que hemos elegido el electrodo revestido a utilizar, que dependerá del tipo y
espesor de la pieza de trabajo, así como de la posición de soldadura y las características de la soldadura
que deseamos obtener, tenemos que limpiar perfectamente la pieza de trabajo
mediante un cepillo de acero, eliminando las partículas de suciedad, grasa,
pintura u óxido. Con la pieza limpia y las conexiones correctamente efectuadas,
seguimos una serie de pasos, como los que se detallan a continuación.
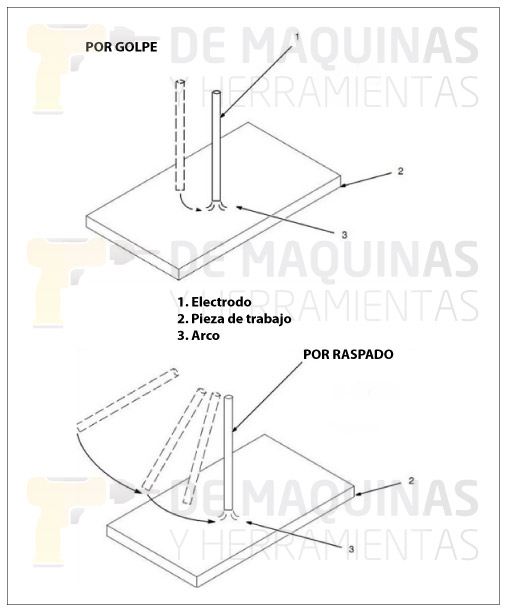
Paso 1. Cebado del arco: el primer paso para
realizar una soldadura SMAW, es la operación de establecer o encender el arco,
conocida como “cebado”. El principio del cebado se basa en el choque de la
punta del electrodo con el metal base o pieza de trabajo. Este choque se puede
realizar de dos maneras, tal como muestra la figura:
- Por golpe: es decir, golpeando el metal y
levantando el electrodo.
- Por raspado: deslizando el electrodo por el metal con una leve inclinación, como si se encendiera un fósforo.


{kind=link}
Cebado del Arco
En
ambos casos, el arco debe formarse y permanecer estable. Cuando se logra la
estabilidad, ya está cebado y puede comenzarse con la soldadura.
Paso 2. Para trazar el cordón de soldadura, dirigimos el electrodo al punto de
inicio de la soldadura, tratando de que la distancia entre el electrodo y la
pieza sea constante y de aproximadamente el diámetro del electrodo. La elección
entre cordones rectos u oscilantes dependerá de las exigencias del
procedimiento y del tipo de cordón:
- Si
la separación en la raíz no es muy grande, las primeras
pasadas se efectúan generalmente con cordones rectos.
- Si
la unión tiene excesiva separación de la raíz, las primeras pasadas deben
depositarse dando, además del movimiento oscilante, un pequeño vaivén de
avance y retroceso del electrodo, a fin de dar tiempo para que el charco
de soldadura se solidifique, lo que evita la caída del material fundido.
Paso 3. La longitud del arco debe ser siempre
lo más constante posible (entre 2 y 4 mm de longitud, dependiendo del espesor
del electrodo) acercando uniformemente el electrodo, a medida que se va
consumiendo, hacia la pieza y a lo largo de la junta en la dirección de
soldadura.

Paso 4. Si queremos reforzar la soldadura,
debemos depositar varios cordones paralelos, separados entre sí por 8-10 mm,
luego retirar la escoria y depositar una nueva pasada entre los cordones.
Paso 5. El avance del electrodo siempre debe
ser uniforme, ya que de esto depende el buen aspecto y la calidad de la
soldadura, así como la distribución uniforme del calor. Para obtener una buena
soldadura es necesario que el arco esté sucesivamente en contacto a lo largo de
la línea de soldadura, ya que si se desplaza de modo irregular o demasiado
rápido se obtendrán partes porosas con penetración escasa o nula. La
penetración depende también de la intensidad de la corriente empleada: si esta
es baja, la pieza no se calienta lo suficiente; si es demasiado elevada, se
forma un cráterexcesivamente grande con riesgo de
quemar o perforar la pieza.
Paso 6. Cuando terminamos de soldar o tenemos
que reemplazar el electrodo consumido, nunca debemos interrumpir el arco de manera brusca, ya que se podrían
producir defectos en la soldadura. Existen varias maneras de interrumpir
correctamente el arco:
- Acortar el arco de forma rápida y luego
desplazar el electrodo lateralmente fuera del cráter. Esta técnica se
emplea cuando se va a reemplazar el electrodo ya consumido para continuar
la soldadura desde el cráter.
- Detener el movimiento de avance del electrodo,
permitir el llenado del cráter y luego retirar el electrodo.
- Dar
al electrodo una inclinación contraria a la que llevaba y retroceder unos
10-12 mm, sobre el mismo cordón, antes de interrumpir el arco; de esta
forma se rellena el cráter.
Paso 7. Cuando reemplazamos el electrodo
debemos observar siempre los siguientes pasos:
- Interrupción
del arco
- Descascarillado
o remoción de la escoria con un martillo apropiado
- Limpieza
con cepillo de acero para permitir la correcta deposición del próximo
cordón de soldadura
- Reemplazo
del electrodo
- Nueva
operación de cebado del arco… y así sucesivamente
Paso 8. De hecho, durante la soldadura debemos
tomar medidas de protección personal, tales como:
- Usar indumentaria y calzado adecuados:
guantes, botas, delantales y polainas.
- Cuidar los ojos y la cara de la radiación del
arco mediante el uso de gafas y caretas para soldar.
- Prevenir descargas eléctricas: asegurarse de
trabajar sobre superficies secas y de que tanto el equipo como la
aislación funcionen correctamente y las conexiones estén perfectamente
realizadas.

BIBLIOGRAFIA
http://www.demaquinasyherramientas.com/soldadura/soldadura-smaw-que-es-y-procedimiento
http://www.ecured.cu/index.php/Uniones_por_soldadura
No hay comentarios.:
Publicar un comentario