Fundición de moldes de arena:
Uno de los materiales más utilizados para la fabricación de Fundición en moldes de moldes temporales es la arena sílica o arena verde (por el color arena cuando está húmeda). El procedimiento consiste en el recubrimiento de un modelo con arena húmeda y dejar que seque hasta que adquiera dureza.
Fundición en moldes de capa seca:
Es un procedimiento muy parecido al de los moldes de arena Fundición en moldes de verde, con excepción de que alrededor del modelo capa seca (aproximadamente 10 mm) se coloca arena con un compuesto que al secar hace más dura a la arena, este compuesto puede ser almidón, linaza, agua de melaza.
Fundición en moldes con arena seca:
Estos moldes son hechos en su totalidad con arena verde arena seca común, pero se mezcla un aditivo como el que se utiliza en el moldeo anterior, el que endurece a la arena cuando se seca. Los moldes deben ser cocidos en un horno para eliminar toda la humedad y por lo regular se utilizan cajas de fundición.
Fundición en moldes de arcilla:
Los moldes de arcilla se construyen al nivel de piso con ladrillos o arcilla con materiales cerámicos, son utilizados para la fundición de piezas grandes y algunas veces son reforzados con cajas de hierro.
Fundición con moldes de CO2:
En este tipo de moldes la arena verde se mezcla con silicato Fundición con moldes de sodio para posteriormente ser apisonada alrededor del de CO2 modelo. Una vez armado el molde se inyecta bióxido de carbono a presión con lo que reacciona el silicato de sodio aumentando la dureza del molde.
Fundición en matrices:
En este proceso el metal líquido se inyecta a presión en un molde Fundición en metálico (matriz), la inyección se hace a una presión entre 10 y 14 matrices Mpa, las piezas logradas con este procedimiento son de gran calidad en lo que se refiere a su terminado y a sus dimensiones.
Fundición de cámara fría:
El proceso con cámara fría se Fundición con cámara caliente lleva metal fundido por medio de un cucharón hasta un cilindro por el cual corre un pistón que empuja al metal a la matriz de fundición.
Fundición de cámara caliente:
se realiza cuando un cilindro es sumergido en el metal derretido y con un pistón se empuja el metal hacia una salida la que descarga a la matriz.
Fundición por molde permanente por gravedad:
Este tipo de fundición es utilizado para piezas en las que la calidad Fundición con molde permanente por de terminado y dimensional no está sujeto a restricciones de gravedad calidad, debido a que la única fuente de energía que obliga al metal a llenar la cavidad del molde es la fuerza de la gravedad.
Fundición de moldes de baja presión:
Es un sistema de fusión que consiste en la colocación de un tallo La fusión de moldes de baja sobre un crisol sellado, al inyectar presión al centro del crisol la presión única salida del metal fundido será el tallo por lo que se genera el flujo del metal por el tallo hasta que se llena la matriz y se forma la pieza.
Fundición hueca:
Es un sistema de producción de piezas metálicas huecas sin corazones fijos. Consiste en vaciar metal fundido en un molde que es volteado cuando se empieza a solidificar el metal.
Fundición centrifuga:
fundición centrífuga es un método en el que aprovecha la fuerza centrífuga que se puede general al hacer girar el metal en tordo de un eje.
METODOS DE MOLDEO
Moldeo en arena:
Es un procedimiento de molde perdido y de vertido por gravedad. La arena está formada por silice (88%), arcilla (9%) como aglutinante, agua (3%) y algún material orgánico.
Moldeo en molde permanente:
Hecho en fundición gris, acero refractario o grafito. Vertido por gravedad.•Reutilizable •No moldean piezas complejas
•Índice de producción rápido
•Coste elevado
•Buenos acabados superficiales
•Tiempo de construcción del molde
•Buena precisión dimensional elevado
•Baja cantidad desperdicios
•Direccionamiento de la solidificación
•Enfriamiento rápido mayor resistencia en las piezas.
Moldeo a presión:
En este proceso el metal líquido se inyecta a presión en un molde metálico(matriz), la inyección se hace a una presión entre 10 y 14 Mpa. Las piezas logradas con este procedimiento son de gran calidad en lo que se refiere a su terminado y a sus dimensiones. Este procedimiento es uno de los más utilizados para la producción de grandes cantidades de piezas fundidas. La presión permite conseguir paredes muy finas y detalles pequeños. Se utilizan aleaciones de cobre, aluminio y zinc. Necesidad de un ciclo tiempo-presión para cada etapa del proceso
Moldeo a la cera perdida:
Molde cerámico formado por una mezcla de material refractario, silicato de etilohidrolizado y alcohol, que se moldea utilizándose un gel sobre el modelo de cera o plástico.
El molde, antes en escayola o en gelatina, se hace en la actualidad en Modelo en escayola silicona reforzado por una especie de contra molde en escayola. El modelo quitado, el molde se cierra. Se llena y luego se vacía de cera caliente líquida que al enfriarse, se fija y deja sobre las paredes interiores una capa de cierto espesor. La operación se repite varias veces hasta que la capa de cera tenga el grosor que se desea dar al bronce. Cuando el tamaño y el peso del molde hagan imposible su manejo, la cera se estampará a pincel.
Una vez tapizado de cera, el molde se llena con una materia refractaria liquida, que al Modelo retocado solidificarse constituye el molde se abre de nuevo y se ve "Macho" interior aparecer una escultura, donde la epidermis de cera reproduce exactamente el modelo original. Es en este momento, si el escultor lo desea ó una persona cualificada, intervienen para efectuar retoques sobre la cera.
Toda una red de bastones de cera está puesta en Hecho esto, la cera se plaza. Al fundir, ellos recubre progresivamente formarán canales: Las con una materia salidas por donde la cera refractaria muy fina, se escapará las entradas susceptible de reproducir por las que el metal en con fidelidad hasta una fusión, se introducirá y los huella digital. aires que permitirán que salgan los gases Salidas, entradas, aires, se unen entre ellos con cañerías de cera. Nuevas capas de materia refractaria más gruesas que la primera se van poniendo hasta hacer un molde compacto. "Molde de fundición", que aguantará las altas temperaturas del bronce al fundir. El molde de fundición se meterá en una mufla a una temperatura de aproximadamente 200º a 300º, donde la cera se marchará, y después a 600 º C que endurecerá el molde y el "macho" del interior. Este último se queda en un sitio una vez ha desaparecido la cera gracias a unos clavos puestos anteriormente.
La colada. La aleación en fusión (alrededor de 1.000º C, a veces más), está en el crisol, y este dentro del horno de fundir. Una vez alcanzada la temperatura necesaria, y el bronce está en el punto de fusión, se saca del horno el crisol, y se llena con el bronce líquido el molde de fundición, del que ya ha desaparecido la cera. El molde hay que dejarle enfriar al menos 1 hora ó 2 . Entonces se va rompiendo con cuidado la materia refractaria y se va viendo el modelo en bronce, vacío, lleno de tuberías y asperezas. El macho sigue en el interior, y se va quitando a trozos Pátina que se da en caliente y con diferentes ácidos, esto es el último trabajo que se hace antes de que la figura está trabajo de desbarbar, serrar, soldar, totalmente acabada, con su repasar y cincelar, etapa muy aspecto definitivo delicada.
jueves, 23 de abril de 2015
METALURGIA DE LA SOLDADURA
La soldadura es uno
de los métodos mas usados actualmente para la unión de materiales metálicos, a
la vez es el más complejo desde el punto de vista metalúrgico. Prácticamente
todos los tipos de fenómenos metalúrgicos ocurren durante la realización de una
soldadura:
• Fusión.
• Solidificación.
• Reacciones
gas-metal.
• Reacciones
metal-escoria.
• Fenómenos de superficie.
• Reacciones en estado sólido.
Estas reacciones ocurren en forma muy rápida,
en contraste con lo que sucede en otras áreas tales como fabricación de aceros,
fundición y tratamiento térmico. La estructura de un cordón de soldadura, tal
como será utilizado en servicio, es el resultado de una serie de
transformaciones, que comienzan con las reacciones que ocurren cuando el metal
está en estado líquido, y siguen con las transformaciones asociadas al pasaje
de líquido a sólido.
Definición
del proceso de soldadura:
la soldadura es el
proceso de unir dos o mas objetos utilizando altos niveles de calor. Un
material de relleno, llamado soldadura, es añadido para formar una sustancia liquida
fundida en el área que se encuentran los
objetos que se desea unir. Esta área es llamada junta, o junta soldada. Cuando
se quita el calor, el metal se enfria rápidamente para formar una union
soldada. La soldaura se utiliza en construcción, manufactura y otras
aplicaciones industriales, para unir materiales como hierro o acero.
Tipos
de juntas
Junta a
tope
La junta a tope es el tipo más
simple de junta soldada. Se utiliza para unir dos objetos que reposan sobre el
mismo plano. La junta entre los dos objetos puede consistir en dos bordes
cuadrados, en forma de "V" o de "U". El perfil depende de
los materiales que serán soldados, y también puede depender de la aplicación
que se le desea dar a esos materiales. Todas las juntas a tope pueden consistir
en una soldadura simple o doble, siendo las soldaduras simples las que tienen
una mejor relación costo-beneficio.
Soldadura
de esquinas
La
soldadura de esquinas se usa para unir dos objetos en un ángulo de 90 grados.
Los objetos se colocan de manera tal de que sólo se toquen sobre un borde. Ésto
deja un surco en forma de "V" que debe ser rellenado con material de
soldadura. Utilizar esta soldadura en "V" permite una unión mucho más
fuerte, y también permite al soldador unir los objetos en un solo paso. Si los
objetos fueron acomodados de una manera distinta, la unión puede requerir de
dos soldaduras separadas (en la parte superior e inferior) y podría no resultar
tan fuerte.
Juntas de
borde
Una junta
de borde es similar a una junta a tope, pero se usa sobre los bordes de dos
objetos de distribución vertical. Por ejemplo, esta junta se utiliza comúnmente
para crear una chapa doble de acero. Las chapas se apilan una sobre la otra, y
al menos un borde se suelda mediante este método. Para añadir fuerza a la
unión, deben soldarse dos o más bordes.
Juntas
solapadas
Las
juntas solapadas se usan para superponer dos objetos que no reposan directamente
uno sobre el otro. Como sólo una pequeña porción de los objetos se superpone,
una junta de bordes no es suficiente. En su lugar, se sueldan las juntas donde
el borde de uno de los objetos toca al otro. Por ejemplo, imagínate una
escalera, con los peldaños representando una serie de objetos metálicos. Una
junta solapada se colocaría en la intersección de cada objeto vertical con el
escalón horizontal.
Soldadura
en "T"
Las
soldaduras en "T" se utilizan para unir dos objetos en el ángulo
adecuado para formar una forma de "T". Un ejemplo simple sería una
viga de metal suspendida de un cielorraso. La soldadura puede realizarse en uno
de los dos lados de la viga, donde ésta se une con la cubierta del techo. Si el
objeto metálico estuviera colocado por encima del techo en un formación de tipo
cruz, el resultado de la soldadura sería lo que se conoce como una junta en
forma de cruz.
Zona afectada por el calor
También llamada HAZ es el volumen de material en o
cerca de la soldadura, cuyas propiedades han sido alteradas debido al calor de
la soldadura. Debido a que el proceso de soldado por resistencia se basa en
calentar dos piezas, es inevitable que haya unaHAZ. El material que se encuentra dentro
de laHAZsufre un cambio que puede o no
resultar beneficioso para la unión soldada. En general, el objetivo de un buen
soldado por resistencia es minimizar laHAZ.
Línea
de Fusión
Es la interfaz entre
la región fundida y la región en estado sólido, normalmente es la zona más
propicia a inicio de fisuras, ya que existen áreas con fusión parcial.
PRECALENTAMIENTO
Pre-calentamiento Esta
operación consiste en el calentamiento de la junta previo a la soldadura. Su
principal efecto es reducir la velocidad de enfriamiento de la unión soldada
Tiene como Ventajas:
• Evitar el templado.
• Aumentar la difusión de hidrógeno en la
junta.
Desventaja:
Aumenta la extensión de la ZAC. Veamos algunos
ejemplos de tipos de juntas y como el calor se transmite a través de las
mismas.
En la figura (A) vemos una junta sin bisel en
la cual el calor se distribuye igual a ambos lados de la misma. En la figura
(B) estamos soldado una raíz sin talón (filo de cuchillo) contra el fondo de la
misma, por tanto utilizaremos menos energía y produciremos menos calor que en
el caso (A). Al tener talón, caso (C), necesito más energía para fundir el
mismo produciendo una transferencia de calor mayor. En los casos (D) y (E)
observamos juntas con espesores distintos a cada lado de la misma. Esto hará
que una mayor cantidad de calor fluya por la chapa más gruesa (en la práctica a
la hora de realizar estas soldaduras se deberá tener en cuanta: precalentar de
forma de compensar espesores con distinto calor aplicado a cada lado de la
junta y considerar los espesores al momento de retener el punto caliente sobre
cada una de las caras a fundir). (Ver Anexo 1 como método estimativo de
precalentamiento.)
POSTCALENTAMIENTO
Esta operación consiste en
mantener la junta soldada a una temperatura mayor que la ambiente, durante un
cierto tiempo, para aumentar la difusión de hidrógeno. Buscamos enlentecer el
enfriamiento de la unión. Vemos uno de los problemas más importantes en lo que
hace a soldadura, fruto de la presencia de hidrógeno. Fisuración por hidrógeno
La fisuración en frío, más correctamente denominada fisuración asistida por
hidrógeno, se manifiesta por la aparición de fisuras inmediatamente, o
transcurridos minutos y en algunos casos hasta horas después de completada la
soldadura. Estas fisuras pueden presentarse en el cordón de soldadura o en la
zona afectada por el calor del material base. Requiere para su aparición de la
concurrencia de los siguientes factores: 1) Hidrógeno difusible en el metal de
soldadura o en la zona afectada térmicamente del material base. 2) Una
microestructura susceptible, típicamente martensita de dureza superior a los
350 Hv. (Las microestructuras de baja tenacidad como martensita y bainita, son
especialmente frágiles cuando están saturadas de hidrógeno).
Soldabilidad
Es la mayor o menor
facilidad con que un metal permite que se obtengan soldaduras sanas y
homogéneas, que respondan a las necesidad para las que fueron concebidas
incluyendo códigos de fabricación.
Desde el punto de vista metalúrgico durante la soldadura en estado líquido en
una región muy pequeña el material a ser soldado alcanza el estado líquido y
luego solidifica. El aporte térmico suministrado se utiliza para fundir el
metal de aporte (si existe), fundir parcialmente el metal base y el resto se
transfiere a través del metal de soldadura modificando la micro estructura (y
propiedades mecánicas) inicialmente presentes.
Proceso
de soldadura
Para evitar lesiones y/o
fallas en la maquinaria e implementos de apoyo, causados durante la realización
de la práctica, es necesario que los estudiantes al momento de realizarla
tengan en cuenta:
EQUIPO DE PROTECCIÓN PERSONAL
• Pantalla de protección.
• Caretas y protección ocular.
• Guantes de cuero de manga
larga.
• Mandil de cuero.
• Gafas de seguridad.
RECOMENDACIONES
DE CONEXIÓN
• Si los terminales o enchufes están en mal
estado, comunicarlo inmediatamente a su superior.
• Conectar el primario de la máquina a una red
con enchufe fijo, en buen estado: fases, neutro y tierra (especial cuidado
puesto que los errores en esta toma de tierra pueden ser graves).
• Revisar los aislamientos de los cables
eléctricos al comenzar cada tarea desechando todos aquellos que no están en perfecto
estado.
• Se evitara que los cables descansen sobre
objetos calientes, charcos, bordes afilados o cualquier otro lugar que pudiera
dañarlos.
• Se evitara que pasen vehículos por encima o
que sean golpeados o que las chispas de soldadura caigan sobre los cables.
• Cuando los cables de soldar opongan
resistencia al manejarlos, no se tirara de ellos.
• El cable de masa se
conectara sobre la pieza a soldar, lo mas cerca que sea posible al sitio de la
soldadura. • Antes de realizar cualquier modificación en la máquina de soldar
se cortará la corriente, incluso durante su traslado en distancias cortas. • No
dejar conectada la máquina de soldar en los momentos de suspender, aún
momentáneamente las tareas.
RECOMENDACIONES
EN EL USO DE IMPLEMENTOS DE PROTECCIÓN PERSONAL
• Se comprobará que las
caretas no estén deterioradas puesto que si así fuera no cumplirían su función.
• Que el cristal de las caretas sea el
adecuado para la tarea que se va a realizar, teniendo en cuenta la intensidad
del color.
• Para picar la escoria o cepillar la
soldadura se protegerán los ojos, con gafas de seguridad.
• Los ayudantes y aquellos
que se encuentren a corta distancia de las soldaduras, también deberán usar
gafas con cristales oscuros especiales ó las pantallas de protección.
• Cuando sea posible se utilizaran mamparas
alrededor del puesto de soldadura
• Para colocar los electrodos se utilizaran
siempre guantes, y se desconectará la máquina.
• La pinza deberá ser lo suficientemente
aislada y cuando este bajo tensión deberá tomarse con guantes.
• Las pinzas no se depositan nunca sobre el
trabajo ó materiales conductores, deberán dejarse sobre materiales aislantes.
ESPACIOS
CERRADOS
• Esta prohibido que un operario trabaje solo
en un recinto cerrado; se debe dejar afuera la máquina al cuidado de un
ayudante, así mismo se dispondrá de extintores y arnés de seguridad.
• Esta prohibido trabajar en recintos que
hayan contenido fluidos inflamables, si estos no se airean con antelación. Se
medirán los ambientes explosivos con un explosímetro.
• Cuando se trabaje en un
tanque, este deberá tener buena ventilación y se deberá usar un tapete de
caucho, en el sitio del operario.
• En caso que se utilicen
electrodos de tipo básico, es necesario la instalación de aspiradores de humos,
y si no fuera posible se utilizarán equipos de protección respiratoria.
SOLDADURA SWAW
El
proceso desoldadura por arcoes uno de los más usados y abarca
diversas técnicas. Una de esas técnicas es lasoldadura por arco con electrodo
metálico revestido(SMAW, por sus siglas en inglés),
también conocida comosoldadura por arco con electrodo
recubierto, soldadura de varillaosoldadura manual de arco metálico.
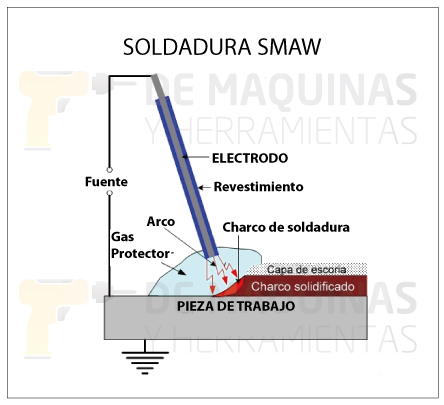
Se
trata de una técnica en la cual el calor de soldadura es generado por unarco eléctricoentre la pieza de trabajo (metal base) y unelectrodo metálico consumible(metal
de aporte) recubierto con materiales químicos en una composición
adecuada (fundente).
Podemos visualizar el proceso en la siguiente figura:
Soldadura Smaw
Todos
los elementos que participan en lasoldadura SMAWcumplen una función importante. Veamos
por qué:
El arco:el comienzo de todo proceso de
soldadura por arco es precisamente laformación del arco. Una vez que este se establece, el
metal de aporte y el fundente que lo recubre empiezan a consumirse. La fuerza
del arco proporciona la acción de excavar el metal base para lograr la
penetración deseada. Este proceso continúa a medida que la soldadura se
ensancha y el electrodo avanza a lo largo de la pieza de trabajo.
El metal de aporte: al derretirse, forma gotas que se depositan sobre la
pieza de trabajo dando lugar alcharco de soldadura, que llena el espacio de soldadura y
une las piezas en lo que se denomina unajunta de soldadura.
El fundente:se derrite junto con el metal de
aporte formando ungasy una capa deescoria, que protegen el arco y el charco de
soldadura. El fundente limpia la superficie metálica, suministra algunos
elementos de aleación a la soldadura, protege el metal fundido contra la
oxidación y estabiliza el arco. La escoria se retira después de la
solidificación.
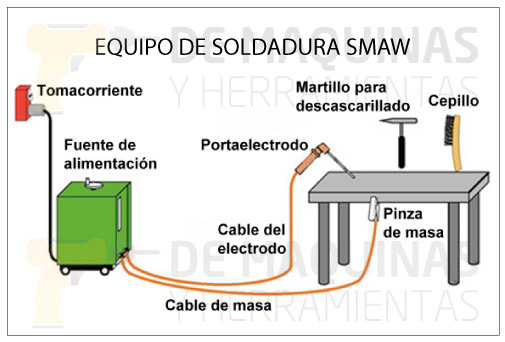
Equipo de soldadura SMAW
Conocido
por su simplicidad y facilidad de uso, el equipo para efectuar soldaduras SMAW
es el que se muestra en la figura de abajo.
Equipo Completo
Este
equipo consta de:
Fuente de alimentación: dependiendo del tipo de
electrodo y del tipo y la posición de la pieza de trabajo, la fuente puede ser
decorriente continuaocorriente alterna. Si es de corriente continua, y
nuevamente en función del tipo de electrodo y la naturaleza de la soldadura que
se desea obtener, la conexión del electrodo a la fuente se puede efectuar de
dos maneras:
Conexión
al terminal negativo: en este caso se habla de unelectrodo negativoopolaridad directa(DCEN, por sus siglas en inglés).
Se utiliza cuando se desean lograr altas tasas de deposición y una
baja penetración.
Conexión
al terminal positivo: en este caso de habla de unelectrodo positivoopolaridad inversa(DCEP, por sus siglas en inglés).
Se utiliza cuando se desea lograr una penetración profunda.
Portaelectrodo:se conecta alcable de soldaduray conduce lacorriente de soldadurahasta el electrodo. El mango aislado
se utiliza para guiar el electrodo sobre la junta de soldadura y alimentar
electrodo en el charco a medida que se consume. Los portaelectrodos están
disponibles en diversos tamaños y se clasifican según su capacidad para
transportar la corriente.
Cable del electrodo y cable de masa:ambos son una parte importante del
circuito de soldadura. Deben ser sumamente flexibles y tener un aislamiento
resistente al calor. Las conexiones al portaelectrodo, lapinza de masay los terminales de la fuente de
alimentación deben estar soldadas o perfectamente efectuadas para garantizar
una baja resistencia eléctrica. El área de la sección transversal de estos
cables debe ser de tamaño suficiente para transportar la corriente de soldadura
con un mínimo de caída de voltaje. Cuanto mayor sea la longitud del cable,
mayor debe ser su diámetro, a fin de reducir la resistencia y la caída de
voltaje.
Pinza de masa:se utiliza para conectar el cable de
masa a la pieza de trabajo. Se puede conectar directamente a la pieza, a la
mesa o al portapieza. Como parte del circuito de soldadura, la pinza de masa
debe ser capaz de transportar la corriente de soldadura sin riesgo de
sobrecalentamiento debido a la resistencia eléctrica.
Pasos para efectuar una
soldadura SMAW
Una
vez que hemos elegido elelectrodo revestidoa utilizar, que dependerá del tipo y
espesor de la pieza de trabajo, así como de laposición de soldaduray las características de la soldadura
que deseamos obtener, tenemos que limpiar perfectamente la pieza de trabajo
mediante un cepillo de acero, eliminando las partículas de suciedad, grasa,
pintura u óxido. Con la pieza limpia y las conexiones correctamente efectuadas,
seguimos una serie de pasos, como los que se detallan a continuación.
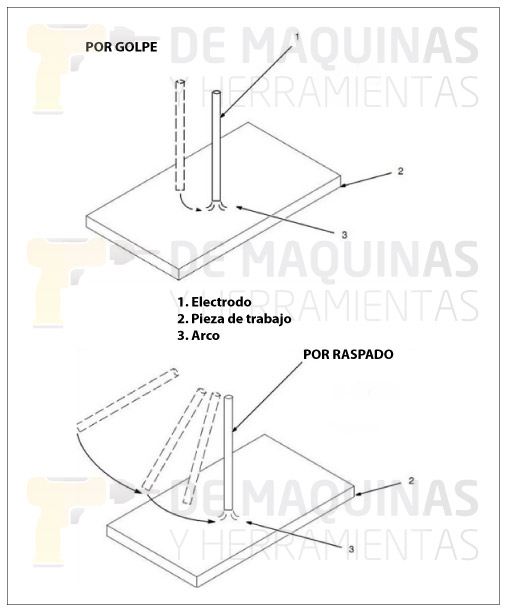
Paso 1.Cebado del arco: el primer paso para
realizar una soldadura SMAW, es la operación de establecer o encender el arco,
conocida como “cebado”. El principio del cebado se basa en el choque de la
punta del electrodo con el metal base o pieza de trabajo. Este choque se puede
realizar de dos maneras, tal como muestra la figura:
Por golpe: es decir, golpeando el metal y
levantando el electrodo.
Por raspado: deslizando el electrodo por el
metal con una leve inclinación, como si se encendiera un fósforo.
Cebado del Arco
En
ambos casos, el arco debe formarse y permanecer estable. Cuando se logra la
estabilidad, ya está cebado y puede comenzarse con la soldadura.
Paso 2.Para trazar elcordón de soldadura, dirigimos el electrodo al punto de
inicio de la soldadura, tratando de que la distancia entre el electrodo y la
pieza sea constante y de aproximadamente el diámetro del electrodo. La elección
entre cordones rectos u oscilantes dependerá de las exigencias del
procedimiento y del tipo de cordón:
Si
laseparación en la raízno es muy grande, las primeras
pasadas se efectúan generalmente concordones rectos.
Si
la unión tiene excesiva separación de la raíz, las primeras pasadas deben
depositarse dando, además del movimiento oscilante, un pequeño vaivén de
avance y retroceso del electrodo, a fin de dar tiempo para que el charco
de soldadura se solidifique, lo que evita la caída del material fundido.
Paso 3.La longitud del arco debe ser siempre
lo más constante posible (entre 2 y 4 mm de longitud, dependiendo del espesor
del electrodo) acercando uniformemente el electrodo, a medida que se va
consumiendo, hacia la pieza y a lo largo de la junta en la dirección de
soldadura.
Paso 4.Si queremos reforzar la soldadura,
debemos depositar varios cordones paralelos, separados entre sí por 8-10 mm,
luego retirar la escoria y depositar una nueva pasada entre los cordones.
Paso 5.El avance del electrodo siempre debe
ser uniforme, ya que de esto depende el buen aspecto y la calidad de la
soldadura, así como la distribución uniforme del calor. Para obtener una buena
soldadura es necesario que el arco esté sucesivamente en contacto a lo largo de
la línea de soldadura, ya que si se desplaza de modo irregular o demasiado
rápido se obtendrán partes porosas con penetración escasa o nula. La
penetración depende también de la intensidad de la corriente empleada: si esta
es baja, la pieza no se calienta lo suficiente; si es demasiado elevada, se
forma uncráterexcesivamente grande con riesgo de
quemar o perforar la pieza.
Paso 6.Cuando terminamos de soldar o tenemos
que reemplazar el electrodo consumido, nunca debemosinterrumpir el arcode manera brusca, ya que se podrían
producir defectos en la soldadura. Existen varias maneras de interrumpir
correctamente el arco:
Acortar el arco de forma rápida y luego
desplazar el electrodo lateralmente fuera del cráter. Esta técnica se
emplea cuando se va a reemplazar el electrodo ya consumido para continuar
la soldadura desde el cráter.
Detener el movimiento de avance del electrodo,
permitir el llenado del cráter y luego retirar el electrodo.
Dar
al electrodo una inclinación contraria a la que llevaba y retroceder unos
10-12 mm, sobre el mismo cordón, antes de interrumpir el arco; de esta
forma se rellena el cráter.
Paso 7.Cuando reemplazamos el electrodo
debemos observar siempre los siguientes pasos:
Interrupción
del arco
Descascarillado
o remoción de la escoria con un martillo apropiado
Limpieza
con cepillo de acero para permitir la correcta deposición del próximo
cordón de soldadura
Reemplazo
del electrodo
Nueva
operación de cebado del arco… y así sucesivamente
Paso 8.De hecho, durante la soldadura debemos
tomar medidas de protección personal, tales como:
Usar indumentaria y calzado adecuados:
guantes, botas, delantales y polainas.
Cuidar los ojos y la cara de la radiación del
arco mediante el uso de gafas y caretas para soldar.
Prevenir descargas eléctricas: asegurarse de
trabajar sobre superficies secas y de que tanto el equipo como la
aislación funcionen correctamente y las conexiones estén perfectamente
realizadas.
La metalurgia es la técnica de la obtención y tratamiento de los metales a partir de minerales metálicos. También estudia la producción de aleaciones, el control de calidad de los procesos. La metalúrgica es la rama que aprovecha la ciencia, la tecnología y el arte de obtener metales y minerales industriales, partiendo de sus menas, de una manera eficiente, económica y con resguardo del ambiente, a fin de adaptar dichos recursos en beneficio del desarrollo y bienestar de la humanidad.
MINERAL:
Es una sustancia inorgánica y homogénea de composición química determinada.
METALURGIA EXTRATIVA:
Es la ciencia y tecnología de extracción de los metales de sus fuentes naturales o de los materiales de reciclado y su preparación para usos prácticos.
OBJETIVOS DE LA METALURGIA EXTRACTIVA
- Utilizar procesos y operaciones simples
- Alcanzar la mayor eficiencia posible
- obtener altas recuperaciones (productos de alta pureza)
- no causar daño al medio ambiente
ETAPAS DE LA METALURGIA EXTRACTIVA
- transporte y almacenamiento
- conminucion
- clasificación
- separación del metal de la ganga
- purificación y refinación
los procesos metalúrgicos constan de dos operaciones la concentración, que consiste en separar el metal o compuesto metálico del material residual que lo acompaña, y el refinado en el que se trata de producir el metal en un estado puro o casi puro.
Los procesos metalúrgicos comprenden las siguientes fases:
Obtención del metal a partir del mineral que lo contiene en estado natural, separándolo de la ganga;
El afino, enriquecimiento o purificación: eliminación de las impurezas que quedan en el metal;
Elaboración de aleaciones;
Otros tratamientos del metal para facilitar su uso.
Operaciones básicas de obtención de metales:
Operaciones físicas: triturado, molienda, filtrado (a presión o al vacío), centrifugado, decantado, flotación, disolución, destilación, secado, precipitación física.
Operaciones químicas: tostación, oxidación, reducción, hidrometalurgia, electrólisis, hidrólisis, lixiviación mediante reacciones ácido-base, precipitación química, electrodeposición y cianuración.
Dependiendo el producto que se quiera obtener, se realizarán distintos métodos de tratamiento. Uno de los tratamientos más comunes es la mena, consiste en la separación de los materiales de desecho. Normalmente entre el metal está mezclado con otros materiales como arcilla y silicatos, a esto se le suele denominar ganga.
Uno de los métodos más usuales es el de la flotación que consiste en moler la mena y mezclarla con agua, aceite y detergente. Al batir esta mezcla líquida se produce una espuma que, con ayuda de la distinta densidad que proporciona el aceite va a ir arrastrando hacia la superficie las partículas de mineral y dejando en el fondo la ganga.
Otra forma de flotación puede emplearse en la separación de minerales ferromagnéticos, utilizando imanes que atraen las partículas de mineral y dejando intacta la ganga.
Otro sistema de extracción de la mena es la amalgama formada con la aleación de mercurio con otro metal o metales. Se disuelve la plata o el oro contenido en la mena para formar una amalgama líquida, que se separa con facilidad del resto. Después el metal de oro y plata se purifican eliminando el mercurio mediante la destilación.
La trituración primaria reduce
normalmente el tamaño de los trozos de mineral a un valor comprendido
entre 8" a 6". A continuación, los productos obtenidos
se criban en un tamiz vibrante con objeto de separar aquellas partículas cuyo
tamaño ya es lo suficientemente fino, con el consiguiente aumento en la
capacidad de las quebrantadoras secundarias.
La trituración primaria se lleva
a cabo normalmente en quebrantadoras de mandíbulas o en quebrantadoras
giratorias. Las quebrantadoras de mandíbulas constan normalmente de dos
planchas de acero al
manganeso o mandíbulas, colocadas una frente a la otra, de las cuales una es
fija y la otra es móvil y puede girar sobre un eje situado en su parte superior
o inferior.
Mediante un dispositivo adecuado,
se comunica a la mandíbula móvil un movimiento de
oscilación alternativo hacia adelante y hacia atrás de corto recorrido. El
mineral se carga en el espacio comprendido entre las mandíbulas, y de ellas, la
móvil, en su recorrido hacia adelante, aplasta los trozos contra la fija. Al
retroceder la mandíbula móvil, el mineral triturado cae por la abertura que en
la parte inferior forman las mandíbulas.
Las quebrantadoras giratorias
constan de una masa trituradora de forma cónica que gira en el interior de una
carcasa troncocónica fija, abierta por su parte superior e inferior. El mineral
que se va a triturar se carga en la quebrantadora por su parte superior, y el
mecanismo por el que se realiza la trituración se basa es la misma acción de
aplastamiento de las quebrantadoras de mandíbulas.
En la trituración secundaria, el
tamaño de las partículas se reduce a un valor comprendido entre 3" y
2", dejándolo en condiciones de poder pasar
a las operaciones de
molturación o concentración preliminar. Las quebrantadoras utilizadas en esta
fase son por lo general e tipo giratorio o cónico. Estas quebrantadoras son
similares a las utilizadas en la trituración primaria, diferenciándose
solamente en que trabajan a velocidades relativamente altas (aproximadamente 500
r.p.m.) y en que la abertura de salida de los productos triturados es mucho
menor
Industrialmente se utilizan
diferentes tipos de máquinas de
trituración y suelen clasificarse de acuerdo a la etapa a en que se utilizan y
el tamaño de material tratado.
a) TRITURADORAS PRIMARIAS:
Fragmentan trozos grandes hasta un producto de
8" a 6". Se tienen dos
tipos de máquinas.
- Trituradoras de Mandíbulas
- Trituradoras Giratorias.
b) TRITURADORAS
SECUNDARIAS: Fragmentan el producto de la trituración primaria hasta
tamaños de 3" a 2", entre estas máquinas tenemos.
- Trituradoras Giratorias
- Trituradoras Cónicas.
c) TRITURADORAS
TERCIARIAS: Fragmentan el producto de la trituración secundaria hasta
tamaños de 1/2" o 3/8", entre estas máquinas tenemos.
- Trituradoras Cónicas
- Trituradoras de Rodillos.
MAQUINARIA PARA LA TRITURACION
PRIMARIA
TRITURADOR DE MANDIBULAS (CHANCADORAS)
Esencialmente constan de dos
placas de hierro instaladas
de tal manera que una de ellas se mantiene fija y la otra tiene un movimiento
de vaivén de acercamiento y alejamiento a la placa fija, durante el cual se
logra fragmentar el material que entra al espacio comprendido entre las dos
placas (cámara de trituración). El nombre de estas trituradoras viene del hecho
de que la ubicación y el movimiento de las placas se asemejan a las mandíbulas
de un animal, por eso, la placa fija suele llamarse mandíbula fija y la otra
placa, mandíbula móvil.
Las trituradoras de mandíbulas se
subdividen en tres tipos, en función de
la ubicación del punto de balanceo de la mandíbula móvil, que son: Trituradoras
de mandíbulas tipo Blake, Dodge y Universal
En la práctica, el triturador más
empleado es el de tipo Blake, que fue patentado en 1858 por E. W. Blake y desde
entonces ha sufrido varias modificaciones.
Tipos de trituradoras de
Mandíbulas
El tamaño de estas
trituradoras se designa indicando las dimensiones de la abertura de
alimentación y el ancho de la boca de alimentación medidas en pulgadas o
milímetros.
A
continuación se muestran las partes más importantes de un triturador tipo Blake
de doble efecto (doublé toggle). El movimiento de vaivén de la mandíbula móvil
es accionado por el movimiento vertical (ascendente y descendente) de una biela
la cual está articulada a un eje excéntrico por su parte superior y a dos
riostras por la parte inferior, estando la riostra trasera articulada a un
punto de apoyo ubicado en la parte trasera de la máquina y la riostra delantera
articulada a la p arte inferior de la mandíbula móvil, en estas condiciones,
esta última pieza tiene un recorrido (amplitud de golpe) desde un punto de
máxima abertura de descarga hasta un punto de mínima abertura de descarga.
Debido e
éste movimiento de vaivén de la mandíbula móvil, las partículas que entran al
espacio comprendido entre ambas mandíbulas se fragmentan debido principalmente
a fuerzas de compresión.
Estas
máquinas trabajan en condiciones extremadamente duras y por tanto son de
construcción robusta. El marco o bastidor principal está hecho de hierro
fundido o acero, las chancadoras grandes, puede estar construido en partes y
unidos a través de pernos.
Las
mandíbulas están hechas de acero fundido y están recubiertos por placas (forros
o soleras) reemplazables de acero al manganeso, u otras aleaciones, fijadas a
las mandíbulas a través de pernos. La superficie de estos forros puede ser
lisa, corrugada o acanalada longitudinalmente, este último es bastante
utilizado para tratar materiales duros. Las otras paredes internas de la cámara
de trituración también pueden estar revestidas de forros de acero al manganeso,
para evitar el desgaste de estas partes. El ángulo formado entre las
mandíbulas, normalmente es menor a 26º, a objeto de aprisionar a las partículas
y no dejar que estas resbalen a la parte superior.
El tamaño
de estas máquinas puede variar desde 125 x 150 mm. a 1600 x 2100 mm. Pueden
triturar partículas desde 1,2 m. de tamaño aproximadamente, a razón de 700 a
800 TPH. La velocidad de la máquina, varía inversamente con el tamaño y
usualmente está en el rango de 100 a 400 rpm. El radio de reducción promedio es
de 7:1, y puede variar desde 4:1 hasta 9:1, la potencia consumida puede variar
hasta 400 HP, para el caso de las maquinas grandes.
Monografias.com
Sección
transversal de un triturador de doble efecto
En las
trituradoras de simple efecto (single toggle) la mandíbula móvil está
suspendida del eje excéntrico, el cual permite un diseño más compacto y liviano
en comparación a las trituradoras de doble efecto. Debido a la posición del eje
excéntrico, la mandíbula móvil tiene un movimiento elíptico, lo que hace que
estas máquinas tengan una mayor capacidad, pero tienen un mayor desgaste en los
forros. Asimismo, el eje excéntrico está sometido a mayores esfuerzos mecánicos
y los costos de mantenimiento tienden a ser mayores.
Monografias.com
Principio
de Funcionamiento
TRITURADORAS
GIRATORIAS
Básicamente
consisten en un eje vertical largo articulado por la parte superior a un punto
(spider) y por la parte inferior a un excéntrico. Este eje lleva consigo un
cono triturador. Todo este conjunto se halla ubicado dentro el cóncavo o cono
fijo exterior. El conjunto, eje y cono triturador se halla suspendido del
spider y puede girar libremente (85 – 150 rpm), de manera que en su movimiento
rotatorio va aprisionado a las partículas que entran a la cámara de trituración
(espacio comprendido entre el cono triturador y el cóncavo) fragmentándolas
continuamente por compresión. La acción de esta trituradora puede compararse
con la acción de varias trituradoras de mandíbulas colocadas en círculo. El
tamaño de estas máquinas se designa por las dimensiones de las abertura de
alimentación (gape) y el diámetro de la cabeza (Head diameter).
El perfil
vertical del cono triturador tiene forma de una campana. Todas las trituradoras
tienen un mecanismo de seguridad o protección, p ara el caso en que el material
más duro entre a la cámara de trituración y dañe alguna pieza del mismo. Este
mecanismo consiste en una válvula que sede cuando existe un sobre esfuerzo,
haciendo que el conjunto eje y cono triturador desciendan permitiendo la
descarga del material duro (generalmente herramientas o piezas de hierro). Este
mismo mecanismo permite la regulación de la abertura de descarga del
triturador.
El tamaño
de estas trituradoras puede variar desde 760 x 1400 mm a 21326 x 3300 mm, con
capacidades de hasta 3000 TPH.
COMPARACION
DE TRITURADORAS PRIMARIAS
Para
decidir si se usará un triturador a mandíbula o uno giratorio en una determina
planta, el principal factor es el tamaño máximo del material a triturarse y la
capacidad requerida. Las trituradoras giratorias generalmente se usan donde se
requiere elevada capacidad. Ya que ellas trituran en un ciclo completo, y son
más eficientes que las chancadoras de mandíbula. En cambio, las trituradoras de
mandíbulas se usan donde la abertura de la boca de alimentación es más
importante que la capacidad para poder triturar partículas grandes. En general,
a capacidades mayores de 545 TMPH, la ventaja económica de una trituradora de
mandíbula frente a una giratoria disminuye; y por encima de 725 TMPH, la
trituradora de mandíbulas y a no puede competir con la giratoria.
Monografias.com
Sección de
una trituradora giratoria
MAQUINARIA
PARA LA TRITURACIÓN SECUNDARIA
TRITURADORAS
GIRATORIAS.
En este
caso se usan las trituradoras giratorias similares a las utilizadas para la
trituración primaria, pero de menor tamaño, a objeto de producir un tamaño
adecuado de producto. Además, se caracterizan por ser menos robustas que las
primarias.
TRITURADORAS
CÓNICAS.
La
trituradora cónica, es una trituradora giratoria modificada. La diferencia
principal es que el
Eje y cono
triturador no están suspendidos del spider sino que están soportados por un
descanso universal ubicado por debajo. Además, como ya no es necesaria una gran
abertura de alimentación, el cono exterior ya no es abierto en la parte
superior. El ángulo entre las superficies de trituración es el mismo para ambas
trituradoras, esto proporciona a las trituradoras cónicas una mayor capacidad.
El tipo de
trituradora cónica más utilizada es la Symons, la cual se fabrica en dos
formas:
a.
Trituradora cónica Symons Standard, normalmente utilizada en la trituración
secundaria.
b.
Trituradora cónica Symons de cabeza corta, utilizada en la trituración fina o
terciaria.
MAQUINARIAS
PARA LA TRITURACIÓN TERCIARIA
TRITURADORA
CÓNICA
Para este
trabajo se utiliza la trituradora cónica Symons de cabeza corta.
Monografias.com
Triturador
cónico Estándar
TRITURADORA
DE RODILLOS
Estas
trituradoras siguen siendo utilizadas en algunas plantas, aunque en otras han
sido reemplazadas por las cónicas. El modo de operación es muy simple. Consiste
en dos rodillos horizontales los cuales giran en direcciones opuestas. El eje
de una de ellas está sujeta a un sistema de resortes que permite la ampliación
de la apertura de descarga en caso de ingreso de partículas duras. La
superficie de ambos rodillos está cubierta por forros cilíndricos de acero al
manganeso, para evitar el excesivo desgaste localizado. La superficie puede ser
lisa para trituración fina y corrugada o dentada para trituración gruesa.
El tamaño de estas trituradoras
se designa indicando las dimensiones de la abertura de alimentación y el
ancho de la boca de alimentación medidas en pulgadas o milímetros.
A continuación se muestran las
partes más importantes de un triturador tipo Blake de doble efecto (double
toggle). El movimiento de
vaivén de la mandíbula móvil es accionado por el movimiento vertical
(ascendente y descendente) de una biela la cual está articulada a un eje
excéntrico por su parte superior y a dos riostras por la parte inferior,
estando la riostra trasera articulada a un punto de apoyo ubicado en la parte
trasera de la máquina y la riostra delantera articulada a la p arte inferior
de la mandíbula móvil, en estas condiciones, esta última pieza tiene un recorrido
(amplitud de golpe) desde un punto de máxima abertura de descarga hasta un
punto de mínima abertura de descarga.
Debido e éste movimiento de
vaivén de la mandíbula móvil, las partículas que entran al espacio comprendido
entre ambas mandíbulas se fragmentan debido principalmente a fuerzas de
compresión.
Estas máquinas trabajan
en condiciones extremadamente duras y por tanto son de construcción robusta.
El marco o bastidor principal está hecho de hierro fundido
o acero,
las chancadoras grandes, puede estar construido en partes y unidos a través de
pernos.
Las mandíbulas están hechas de
acero fundido y están recubiertos por placas (forros o soleras) reemplazables
de acero al manganeso, u otras aleaciones,
fijadas a las mandíbulas a través de pernos. La superficie de estos forros
puede ser lisa, corrugada o acanalada longitudinalmente, este último es
bastante utilizado para tratar materiales duros.
Las otras paredes internas de la cámara de trituración también pueden estar
revestidas de forros de acero al manganeso, para evitar el desgaste de estas
partes. El ángulo formado entre las mandíbulas, normalmente es menor a 26º, a
objeto de aprisionar a las partículas y no dejar que estas resbalen a la parte
superior.
El tamaño de estas máquinas puede
variar desde 125 x 150 mm. a 1600 x 2100 mm. Pueden triturar partículas desde
1,2 m. de tamaño aproximadamente, a razón de 700 a 800 TPH. La velocidad de
la máquina, varía inversamente con el tamaño y usualmente está en el rango de
100 a 400 rpm. El radio de
reducción promedio es de 7:1, y puede variar desde 4:1 hasta 9:1, la potencia consumida
puede variar hasta 400 HP, para el caso de las maquinas grandes.
Sección transversal de un
triturador de doble efecto
En las trituradoras de simple
efecto (single toggle) la mandíbula móvil está suspendida del eje excéntrico,
el cual permite un diseño más
compacto y liviano en comparación a las trituradoras de doble efecto. Debido a
la posición del eje excéntrico, la mandíbula móvil tiene un movimiento
elíptico, lo que hace que estas máquinas tengan una mayor capacidad, pero
tienen un mayor desgaste en los forros. Asimismo, el eje excéntrico está
sometido a mayores esfuerzos mecánicos y los costos de mantenimiento tienden
a ser mayores.
Principio de Funcionamiento
TRITURADORAS GIRATORIAS
Básicamente consisten en un eje
vertical largo articulado por la parte superior a un punto (spider) y por la
parte inferior a un excéntrico. Este eje lleva consigo un cono triturador. Todo
este conjunto se halla ubicado dentro el cóncavo o cono fijo exterior. El
conjunto, eje y cono triturador se halla suspendido del spider y puede girar
libremente (85 – 150 rpm), de manera que en su movimiento rotatorio va
aprisionado a las partículas que entran a la cámara de trituración (espacio
comprendido entre el cono triturador y el cóncavo) fragmentándolas
continuamente por compresión. La acción de
esta trituradora puede compararse con la acción de varias trituradoras de mandíbulas
colocadas en círculo. El tamaño de estas máquinas se designa por las
dimensiones de las abertura de alimentación (gape) y el diámetro de la cabeza
(Head diameter).
El perfil vertical del cono
triturador tiene forma de una campana. Todas las trituradoras tienen un
mecanismo de seguridad o
protección, p ara el caso en que el material más duro entre a la cámara de
trituración y dañe alguna pieza del mismo. Este mecanismo consiste en una
válvula que sede cuando existe un sobre esfuerzo, haciendo que el conjunto eje
y cono triturador desciendan permitiendo la descarga del material duro
(generalmente herramientas o
piezas de hierro). Este mismo mecanismo permite la regulación de la abertura de
descarga del triturador.
El tamaño de estas trituradoras
puede variar desde 760 x 1400 mm a 21326 x 3300 mm, con capacidades de hasta
3000 TPH.
COMPARACION DE TRITURADORAS
PRIMARIAS
Para decidir si se usará un
triturador a mandíbula o uno giratorio en una determina planta, el principal
factor es el tamaño máximo del material a triturarse y la capacidad requerida.
Las trituradoras giratorias generalmente se usan donde se requiere elevada
capacidad. Ya que ellas trituran en un ciclo completo, y son más eficientes que
las chancadoras de mandíbula. En cambio,
las trituradoras de mandíbulas se usan donde la abertura de la boca de
alimentación es más importante que la capacidad para poder triturar
partículas grandes. En general, a capacidades mayores de 545 TMPH, la ventaja
económica de una trituradora de mandíbula frente a una giratoria disminuye; y
por encima de 725 TMPH, la trituradora de mandíbulas y a no puede competir con
la giratoria.
Sección de una trituradora
giratoria
MAQUINARIA PARA LA TRITURACIÓN
SECUNDARIA
TRITURADORAS GIRATORIAS.
En este caso se usan las
trituradoras giratorias similares a las utilizadas para la trituración
primaria, pero de menor tamaño, a objeto de producir un tamaño adecuado de producto.
Además, se caracterizan por ser menos robustas que las primarias.
TRITURADORAS CÓNICAS.
La trituradora cónica, es una
trituradora giratoria modificada. La diferencia principal es que el
Eje y cono triturador no están
suspendidos del spider sino que están soportados por un descanso universal
ubicado por debajo. Además, como ya no es necesaria una gran abertura de
alimentación, el cono exterior ya no es abierto en la parte superior. El ángulo
entre las superficies de trituración es el mismo para ambas trituradoras, esto
proporciona a las trituradoras cónicas una mayor capacidad.
El tipo de trituradora cónica más
utilizada es la Symons, la cual se fabrica en dos formas:
a. Trituradora cónica Symons
Standard, normalmente utilizada en la trituración secundaria.
b. Trituradora cónica Symons de
cabeza corta, utilizada en la trituración fina o terciaria.
MAQUINARIAS PARA LA TRITURACIÓN
TERCIARIA
TRITURADORA CÓNICA
Para este trabajo se
utiliza la trituradora cónica Symons de cabeza corta.
Triturador cónico Estándar
TRITURADORA DE RODILLOS
Estas trituradoras siguen siendo
utilizadas en algunas plantas,
aunque en otras han sido reemplazadas por las cónicas. El modo de operación es
muy simple. Consiste en dos rodillos horizontales los cuales giran en
direcciones opuestas. El eje de una de ellas está sujeta a un sistema de
resortes que permite la ampliación de la apertura de descarga en caso de ingreso
de partículas duras. La superficie de ambos rodillos está cubierta por forros
cilíndricos de acero al manganeso, para evitar el excesivo desgaste localizado.
La superficie puede ser lisa para trituración fina y corrugada o dentada para
trituración gruesa.
Trituradora de Rodillos
MOLIENDA
3.1
GENERALIDADES
La
molienda es una operación de reducción de tamaño de rocas y minerales de manera
similar a la trituración. Los productos obtenidos por molienda son más pequeños
y de forma más regular que los surgidos de trituración. Generalmente se habla
de molienda cuando se tratan partículas de tamaños inferiores a 1"
(1" = 2.54 cm) siendo el grado de desintegración mayor al de trituración.
Se utiliza
fundamentalmente en la fabricación de cemento Portland, en la preparación de combustibles
sólidos pulverizados, molienda de escorias, fabricación de harinas, alimentos balanceados,
etc. Además se utiliza en la concentración de minerales ferrosos y no ferrosos,
donde se muele la mena previamente extraída de canteras y luego se realiza un
proceso de flotación por espumas para hacer flotar los minerales y hundir la
ganga y así lograr la separación.
En cada
uno de estos casos, se procesan en el mundo, alrededor de 2.000 millones de toneladas
por año.
MOLINOS
Se llaman
así a las máquinas en donde se produce la operación de molienda. Existen diversos
tipos según sus distintas aplicaciones, los más importantes son:
·de
Rulos y Muelas.
·de
Discos.
·de
Barras.
·de
Bolas.
·de
Rodillos.
Las de Rulos
y Muelas consisten en una pista similar a un recipiente de tipo balde, y un par
de ruedas (muelas) que ruedan por la pista aplastando al material. En la antigüedad,
para brindar la fuerza necesaria para hacer rodar las muelas por la pista se
empleó la molienda manual o impulsada por animales. Más tarde este método fue
reemplazado por el molino de viento, donde las aspas del mismo captan y
transforman la energía eólica en energía mecánica. Por medio de un sistema de engranajes
adecuado se genera el movimiento necesario para moler el grano. Así es como se
obtenía en la antigüedad la harina a
partir de cereales.
Figura 1.
Molino de muelas impulsado por un animal.
Figura 2.
Molino de muelas de viento.
El molino
de Discos consiste en dos discos, lisos o dentados, que están enfrentados y
giran con velocidades opuestas; el material a moler cae por gravedad entre ambos.
Actualmente no se utiliza. Este tipo de molinos ha ido evolucionando hacia el
molino que hoy conocemos como molino de Rodillos. Los más utilizados en el
ámbito industrial son: los de Bolas y Barras, y los de Rodillos. Esquemáticamente,
los dos primeros mencionados pueden concebirse como un cilindro horizontal que
gira alrededor de su eje longitudinal, conteniendo en su interior elementos moledores,
los cuales se mueven libremente; el material a moler ingresa por un extremo del
cilindro, es molido por fricción y percusión de los elementos moledores y sale
por el extremo opuesto con un tamaño menor. Los cuerpos de molienda son grandes
y pesados con relación a las partículas de mena.
·Molino
de barras
·Molino
de bolas
.
ELEMENTOS
IMPORTANTES EN LA MOLIENDA
Existe una
serie de elementos importantes que influyen en la molienda de los materiales. Estos
son:
3.1
Velocidad Crítica.
3.2
Relaciones entre los elementos variables de los molinos.
3.3 Tamaño
máximo de los elementos moledores.
3.4
Volumen de carga.
3.5
Potencia.
3.6 Tipos
de Molienda: húmeda y seca.
Cribado o
tamizado.El
cribado es un proceso mecánico que separa los materiales de acuerdo a su tamaño
de partícula individual. Esto se cumple proporcionando un movimiento en
particular al medio de cribado, el cual es generalmente una malla o una placa
perforada, esto provoca que las partículas más pequeñas y que el tamaño de las
aberturas (del medio de cribado) pasen a través de ellas como finos y que las
partículas más grandes sean acarreadas como residuos.
También el cribado
o tamizado también se define como una operación básica galénica, que tiene por
objeto separar las distintas fracciones de una mezcla pulverulenta o granulado
en función de su tamaño.
·El tamizado en seco se aplica a materias que contienen poca
humedad natural o que fueron desecadas anteriormente.
·El tamizado en húmedo se efectúa con adición de agua al
material, con el fin de que el líquido arrastre a través del tamiz a las
partículas más finas.
Maquinaria
Error al crear
miniatura: Falta archivo
Maquinaria para el
Tamices o Cribas
Puesto que hay
tamices de tan distintos tamaños, desde los que dejan pasar granos de varios
centímetros hasta los menores de 200 mallas, se han desarrollado varios tipos
de equipos para el tamizado, que difieren ampliamente en robustez, método de
movimiento del material a través deltamiz, y en materiales de construcción. Basado
fundamentalmente en el tamaño del material.
Cribado
Cribas, que se
utilizan para los materiales gruesos en terrones y son de construcción robusta.
·Cribas de tambor; son cribas rotativas utilizadas para
materiales de tamaño medianamente grande.
·Cribas de sacudimiento y vibrantes, utilizadas para pequeños
tamaños de partículas.
Cribas: una criba es un simple dispositivo formado por un enredado
construido de barras, normalmente inclinadas, a través de las que se pasa el
material. La inclinación y por lo tanto el recorrido del material es parado a
la longitud de las barras. Las barras normalmente están construidas de manera que
la parte superior es más ancha que la inferior, de forma que la barra, puede
hacerse de suficiente altura para resistir sin que se quede atascada; por las
partículas que pasan a través de ella.
La criba se
construye con frecuencia abierta por un extremo, de manera, que el material de
tamaño superior se vuelca por él, mientras que el material dentro de tamaño
pasa a través de las barras. En este caso, las barras son transversales al
recorrido que sigue el material. La criba se utiliza únicamente para separaciones
de bastas.
Cribas giratorias:Las cribas giratorias están formadas por
un cilindro rotativo de chapa metálica perforada o tela metálica; va abierto
por uno o los dos extremos y el eje del cilindro es horizontal, o ligeramente
inclinado, con lo que le material avanza a medida que gira el cilindro. Son
apropiadas para materiales relativamente gruesos.
Existe una
variación considerable en su construcción y disposición. El extremo de descarga
está formado por una pieza de fundición A, que lleva el extremo del eje B que
descansa sobre un cojinete C. este extremo también lleva el en drenaje de
movimiento D, con el que gira la criba. El otro extremo también lleva un pesado
anillo E que descansa sobre unos rodillos F. de extremo a extremo, van unas
pesadas barras G o ángulos de hierro, a las que se unen las chapas perforadas
por bandas de acero.
El material de
tamaño superior, se descarga a través de un espacio anular entre la chapa
perforada y la caja del extremo de descarga.
Tamizado
El tamiz
consiste en una superficie con perforaciones uniformes por donde pasará parte
del material y el resto será retenido por él. Para llevar a cabo el tamizado es
requisito que exista vibración para permitir que el material más fino traspase
el tamiz. De un tamiz o malla se obtienen dos fracciones, los gruesos y los
finos.
·Estacionarios (generalmente las cribas están inclinadas para
permitir el flujo continuo de sólidos en el proceso). Se usan en operaciones
intermitentes de pequeña escala.
·Tamices con giro. El tromel o tamiz rotatorio de tambor: La
capacidaddel tromel aumenta
con la velocidad de giro hasta un valor de ésta para el cual resulta “cegado” eltamiz por acumulación y atasque del material ensus orificios, ya que el material no se desliza sinose queda centrifugado en la superficie. Como consecuencia de la
definición de tamaños se separa primero el material grueso del fino. Contienen
varias series de Tamices unos sobre otros, acoplados en una carcasa; en donde
el tamiz más grande está arriba y el más fino en el fondo.
·Tamizado por vibración. Se utilizan para grandes capacidades. La
vibración se puede generar mecánica o eléctrica.
Tejidos para tamices
Los tamices
pueden obtenerse en una gran variedad de mallas y, como se ha indicado
anteriormente, en una gran variedad de mallas y, como se ha indicado
anteriormente, en una gran variedad de pasos para una malla determinada. En la
mayor parte de los tamices el hilo va con un doble rizo que ayuda a preservar
la alineación de los hilos.
El tamiz normal
tiene corrientemente el mismo número de mallas por centímetro en las dos
direcciones, pero se obtienen tejidos especiales en que esto no se verifica;
por ejemplo, un tamiz típico utilizado con frecuencia, es el denominado
ton-cap., en el que el número de mallas por cm en un sentido es aproximadamente
el doble que en el otro.
En general, si
la apertura de malla no es cuadrada, el tamaño de la partícula que pasa a
través de él, se determina por la menor dimensión de la malla en lugar de
hacerlo por la mayor. Los tejidos para tamices pueden obtenerse de cualquiera
de los metales comunes, siendo el hierro, latón y cobre los más corrientes.
Para separaciones muy finas se utilizan a veces tejidos de seda.
Para fines
especiales se utiliza algunas veces metal perforado en un lugar de tejidos. Los
agujeros pueden ser circulares o rectangulares y la cantidad de metal que queda
entre los agujeros está sujeta de grandes variaciones. Por ejemplo, una placa
metálica con una gran capacidad de tamizado, pero se desgasta rápidamente, y
viceversa. En general, para aperturas de malla de diámetro mayor de 2,5 cm, se
utilizan placas metálicas con perforaciones circulares, en un lugar de emplear
tamices de tejido metálico.
Importancia
La separación de
materiales sólidos por su tamaño es importante para la producción de diferentes
productos (ej. arenas sílicas). Además de lo anterior, se utiliza para el
análisis granulométrico de los productos de los molinos para observar la
eficiencia de éstos y para control de molienda de diversos productos o materias
primas (cemento, caliza, arcilla, etc.).
La
lixiviación, o extracción sólido-líquido, es un proceso en el que un disolvente
líquido pasa a través de un sólido pulverizado para que se produzca la
disolución de uno o más de los componentes solubles del sólidos.
La
lixiviación es un proceso por el cual se extrae uno o varios solutos de un
sólido, mediante la utilización de un disolvente líquido. Ambas fases entran en
contacto íntimo y el soluto o los solutos pueden difundirse desde el sólido a
la fase líquida, lo que produce una separación de los componentes originales
del sólido.
Algunos
ejemplos son:
El
azúcar se separa por lixiviación de la remolacha con agua caliente.
Los
aceites vegetales se recuperan a partir de semillas (como los de soja y de
algodón) mediante la lixiviación con disolventes orgánicos.
La
extracción de colorantes se realiza a partir de materias sólidas por
lixiviación con alcohol o soda.
Dentro
de ésta, tiene una gran importancia en el ámbito de la metalurgia, ya que se
utiliza mayormente en la extracción de algunos minerales como oro, plata y
cobre. También se utiliza en Tecnología Farmacéutica.
§Ecología
También
es aplicable el término en ecología para indicar el desplazamiento hacia los
ríos y mares de los desechos y excrementos , además de otros contaminantes como
pueden ser los fertilizantes; producido por el mismo proceso indicado para el
fenómeno químico. Es considerado el fenómeno de desplazamiento de nutrientes
siendo estos arrastrados por el agua, provocado este a su vez por la
deforestación antropogénica (causada por el hombre).
§Geología
En
la ciencia geológica se entiende como lixiviación al proceso de lavado de un
estrato de terreno o capa geológica por el agua. Como también por placas ácidas
encontradas en las sales que disuelven casi cualquier material sólido.
§Agricultura
En
sistemas de riego, cuando este se hace con aguas con un importante contenido
salino, se dosifica una cantidad mayor de agua que la estrictamente necesaria
para las plantas, a fin de que, al percolar esta agua hacia los drenes, evite
la acumulación de sales en el terreno, lo que podría ser negativo para las
plantas. Esta cantidad adicional de agua se le denomina agua de lixiviado. Si
se trata de riego de complementación, en zonas donde existe una precipitación
anual razonable, el proceso de lixiviación de los suelos agrícolas se da en
forma natural en los periodos de lluvia.
§Aplicaciones
prácticas
Industrialmente
la lixiviación se utiliza para preparar pociones, para ello se toma la droga
(generalmente una planta medicinal) se pulveriza, y se mezcla con el menstruo
(alcohol), se coloca en un lixiviador y se deja macerando el tiempo requerido.
También
se le puede decir lixiviación al tratamiento de los minerales concentrados y
otros materiales que contienen metales, la lixiviación se efectúa por medio de
un proceso húmedo con ácido que disuelve los minerales solubles y los recupera
en una solución cargada de lixiviación. De uso práctico en la minería mediante
la cianuración del oro y otros minerales.
§Metalurgia
extractiva
Artículo
principal: Lixiviación (metalurgia)
Es
también el proceso que se usa en la metalurgia, para trabajar los minerales
principalmente oxidados. Desde un tiempo a esta parte se realiza la lixiviación
de minerales sulfurados de cobre mediante procesos de lixiviación bacteriana.
En
el caso de la lixiviación de los minerales de oro (óxidos) el diseño de los
pads son de acuerdo a la morfología de la zona, de acuerdo a esto estaremos
iniciando los detalles para la selección del tipo de Pad, ya sea pad
reutilizable, expandible o el caso de lixiviación tipo valle (caso de Pierina).
Biolixiviación
Es el proceso
en el que se da la lixiviación asistida por microorganismos, que cumplen el rol
de catalizadores. La biolixiviacion es una técnica usada para la recuperación
de metales como cobre, plata y oro entre otros. Esta última aplicación también
es conocida como biohidrometalurgia.
Los procesos de concentración tienen por objetivo
enriquecer las menas o especies mineralógicas económicamente útiles de un
mineral, mediante eliminación de los componentes estériles, o ganga,
y separarlas entre si, si se presentan en asociación, utilizando para ello
propiedades físicas características de
los minerales.
La especies .enriquecidas por dichos medios. Físicos, constituyen
los concentrados, que serán a su vez materia prima de los procesos
químicos en que se producirán los elementos útiles (normalmente metales,
pero también materiales no metálicas en forma pura.
El concentrado es por consiguiente, un producto
intermedio entre el estado natural del mineral, y el producto puro, utilizable
comercialmente. Para separar físicamente la ganga estéril de las
menas útiles, y varias menas asociadas entre si, es necesario que las
propiedades físicas que presentan las menas y la ganga sean diferentes
para los diferentes componentes del mineral, de manera que se establezca
una "gradiente" lo suficientemente elevada para asegurar una
separación que sea:
a. Cuantitativamente eficiente (i.e. de alto rendimiento o recuperación);
b. Cualitativamente selectiva (o sea, produciendo concentrados limpios y
de alto contenido en la mena respectiva); y finalmente
c. Cinéticamente enérgica, para llevar a cabo el proceso en forma rápida
y económica en equipos de tipo y dimensiones estándar.





















{kind=link}
{kind=link}
{kind=link}